
产品详细介绍
中雄管业有限公司拥有专业的队伍,专业生产 广西河池MPP电力管道,企业严把质量关,做到不合格不出厂。本公司始终恪守“诚信di yi、服务di yi”的经营理念,坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。 中雄管业有限公司始终让用户买得放心,用得称心。 服务于客户—密切联络客户,建立信息反馈网络,满足客户的需求,服务跟进。


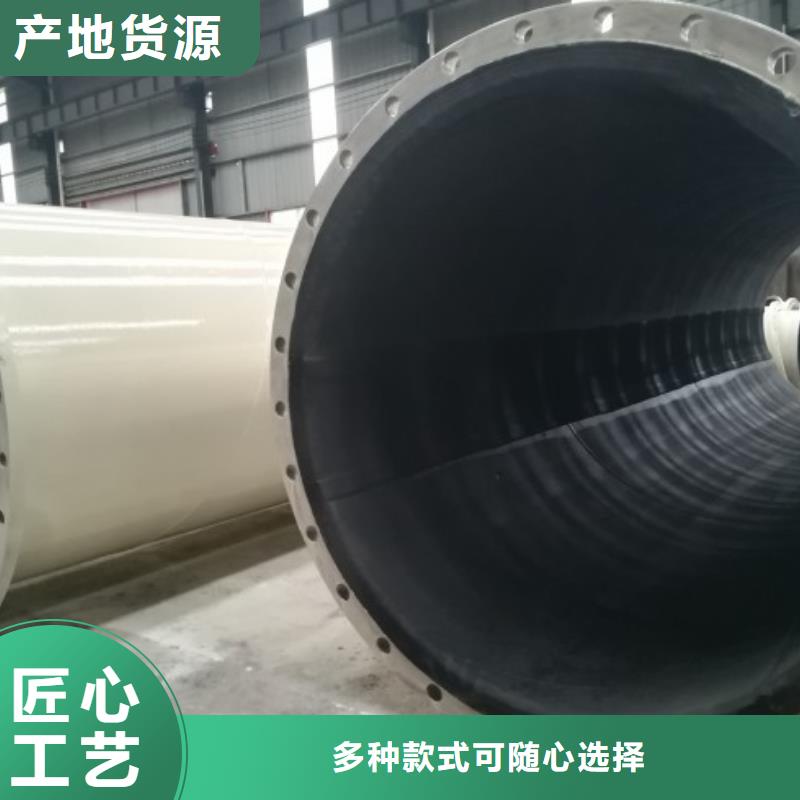
衬胶管道是采用钢管作骨架材料,以耐磨、防腐、耐热等性能优异的橡胶作为衬里层,利用橡胶的高弹性、高气密性、耐冲击性、耐磨性、耐候性、耐辐射性、耐化学介质性和吸收振动等独特性能,使用高性能的粘合剂经特殊工艺复合硫化成型,产品具有高耐磨、耐水锤冲击、耐酸碱盐腐蚀、抗高温、缓结垢、粘接强度高、运行阻力小、输送介质广、使用周期长、节电节材等优点,减小输送介质对管壁的冲击磨损,广泛应用于冶金、电力、化工、石油、煤炭、水泥等行业的输送温度在-30℃~+150℃之间,既有磨损又有腐蚀的介质的管路设备。



公司是衬胶管道专注生产厂家,具备比较完整的生产管理体系,从原材料、加工流程、检验设备、售后服务等,一般的厂商不具备橡胶生产能力和检验设备使得它的衬胶管道质量很难保证,因此在选择厂家时,一定要选取有一定的技术能力的厂商,近几年虽然国内市场出现大量的衬胶管道生产厂商,但是由于他们不拥有整套的生产、检验和管理体系,往往其产品会对像电厂这样重要部门造成恶劣的后果,因此一定要选择有技术能力的生产企业。
衬胶管道的分类及使用领域
耐磨衬胶管道:以弹性橡胶为衬里层,运用“橡胶弹性强、耐磨”的特性,减小输送介质对管壁的磨损,可以用于矿山的原矿、精矿、尾矿矿浆输送管路,燃煤电厂输灰管路,化工系统的带有固体颗粒的液体输送管路。
防腐衬胶管道:橡胶是一种耐化学腐蚀的材料,可根据不同环境的需要,采用的橡胶如:丁苯橡胶、天然橡胶和氯丁橡胶等作为衬里,衬里胶可是硬胶、半硬胶或软胶,还可交替使用,也可是多层,广泛应用于酸、碱、盐输送系统。
耐高温衬胶管道:衬里层采用耐温性能优异的丁基橡胶、三元乙丙橡胶、丁晴橡胶等,可在140℃的腐蚀性介质及蒸汽环境下连续长期工作,因兼备耐油与防腐功能,也可用于含油类介质的输送管路及污水输送管道。


脱硫衬胶管道特性:
1.结构优良:管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,采用特殊工艺经公司的专注硫化设备复合硫化成型,克服了钢管耐压不耐磨, 塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比。
2.耐磨性能好, 使用期长:磨耗值测试结果一般在0.03~0.20 cm3/1.61km范围内,约为塑料的3~5倍,耐磨性比钢管高4-6倍。
3.强度高, 抗冲击性高:橡胶弹性体的密度低(1.2g/cm3),重量轻,具有较好的吸振性能和优异的耐机械冲击性能,高强度, 刚性好, 不产生蠕变,抗冲击,抗震, 抗水锤性能强,便于运输, 安装和维护。
4. 防腐性能:我公司采用的内衬橡胶化学性能稳定,能耐绝大多数腐蚀性介质和溶剂的侵蚀,比聚乙烯、聚丙烯、尼龙、ABS等塑料更耐腐蚀。除强氧化性酸液外,在一定温度和浓度范围内能耐各种腐蚀性介质(酸、碱、盐)及介质(萘溶剂除外),在20℃和80℃的80种溶剂中浸滞30天,外表无反常现象,其它物理性能也几乎没有变化。
5.温度适应范围广:脱硫衬胶管道可以在-40°C~+140°C的范围内长期使用,衬胶层不会因温度变化而与钢架脱开。
6.节能:润滑性好,运行阻力损失小,节省运行费用。脱硫衬胶管道内壁光滑如镜,粗糙度只有Ra0.02668,内衬橡胶其自润滑性和不粘着性能好,运行阻力比普通钢管小20%左右,可节省大量输送电力。



衬胶管道施工方案(热硫化过程):
衬胶管道联接方式为法兰联接,每根管长度3—5米.
优点:利用热硫化丁基橡胶耐高温、抗腐蚀、易粘接,使衬胶钢管具有的结合强度和极好的耐磨损、耐腐蚀性能。
弯头类衬里结构:
优点:法兰与弯头的处理:(在管线转弯处使用橡胶弯头,即便于安装,又可调节管路膨胀与收缩的补偿.)
1、法兰包边2、接头搭节 3、密封性强4、 尺寸便于销核。
丁基衬胶粘接、硫化工艺简介
冷粘工具和清洗剂
![]() 刃口锋利的刀具两把;
刃口锋利的刀具两把;
直尺,卷尺,磨刀石;
木锤或者橡胶锤两把;
钢丝刷两把;
手提电动钢丝刷(砂轮)一个;
干净棉纱。
丁基胶板粘接程序
胶板的准备
a.所有粘接的胶板表面都必须打毛(出厂时已一面或两面打毛),包括接头。
b. 所有需粘接的表面(含接头)都须用香蕉水清洗脏物,并彻底晾干。
橡胶和橡胶粘接
均匀涂一层配好的粘合剂于粘接表面,并晾干1015分钟;
再均匀涂第二层配好的粘合剂,粘接面不粘手,再将粘接面叠合;
粘合剂在短时间内即粘牢,在施压前调整好粘接位置;
当位置对好后,在整个表面施压,使其接触均匀,挤出空气。
橡胶与金属铁板粘接
金属铁板表面需用喷砂或者钢丝刷去除铁锈和氧化层;
采用香蕉水清洗喷砂后的表面,并彻底晾干;
涂金属底油,约2小时晾干,如层太薄可涂第二层;
粘接步骤同第3条a d 项。
送入硫化罐进行加压、高温硫化约4个小时。
混凝土事故浆液池及石灰石浆液箱在现场粘接,然后进行本体硫化,即采用现场热源(锅炉蒸汽)及压力表将蒸汽输送入密封的事故浆液池及石灰石浆液箱,进行常温本体硫化约八小时。
